


Applications:
![]()

Applications:
![]()

Applications:
![]()





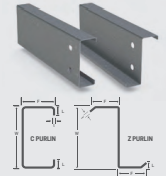



C Channel
C Channel, also known as the structural channel, ensures that we use the structural beam to streamline the process of building construction. The C Channel process is the lifeblood of our civil engineering.

Cut to Length
Our professionals know how to use cut-to-length technique. They use expert skills to uncoil a steel coil. It helps to ensure cutting into required lengths with a precise tolerance.

Sheet Profiles
In commercial buildings, metal profile sheet systems are used efficiently to produce cost-effective and sustainable envelopes. Instead of single skin cladding, this process uses long metal profiles.

Slitting
Slitting is an essential manufacturing phase. Herein, a steel coil is slit into the width and length specified by the end application. The process also involves using a decoiler, slitter, and a recoiler.

Trimming
The trimming process of steel involves removing excess metal from a stamped part. This process is vital to ensure the stamped part to successfully reach the finished stage. Trimming phase starts the subsequent stages of the steel manufacturing operations.